有许多的朋友最近问小编被骗钱了如何处理的问题,那么小编收集整合后,今天为大家分享关于的相关文章,一起来了解一下吧!被骗钱了如何处理 报警处理。不管你被骗了多少钱,只要你去报警,只要你符合公安立案标准,你就按治安案件
2023-12-26 03:40:02
#精彩知识季#
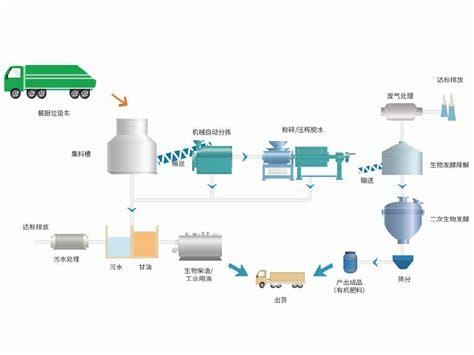
餐厨垃圾综合处理工艺尚处于发展阶段,各种工艺流程图各有特点。参加了三次调试,觉得我们的生产线比较先进,应该给大家详细介绍一下。就当知识分享吧,希望大家批评指正。
每一个流程改进都是在工业工程专业知识支持系统中完成的,这也体现了精益运营管理的精髓。
第一章项目概述
餐厨垃圾综合处理(资源化和无害化)100吨/日/产量
一、气体排放《恶臭污染物排放标准》为二级
二、污水排放《污水综合排放标准》* * *
三、防火等级为一级
4.固体废物排放,固体残渣含水率≤ 75%,预处理污泥和脱水沼渣含水率≤ 80%。
5.除臭气体进入相连的垃圾焚烧厂的锅炉进气系统。
沼气,用作锅炉气体
七、工艺用水,自来水来自工厂。
8.厂区工艺热源、蒸汽热电联产
九。回收材料的焚烧
X.配套污水处理站
第二章工艺设计的主要过程
1.接收和分类装置
厨余垃圾被处理成排水沟、泥浆、固体渣、塑料和其他杂物。
二、除砂除渣装置
浆料被加工成浆料和砾石、小固体渣和其它杂质。
第三,高温热交换烹饪单元
浆料被加热到75摄氏度。
四、油净化回收装置
将高温浆料加工成潲水油、废水和细渣。
动词 (verb的缩写)除臭装置
系统、科学、合理的配置设备、储罐、车间除臭进气阀,这个顺序是重要的,次要的。
6.空气压缩装置
确保储浆罐和气动阀的正常运行。
七。工艺用水装置
八、植物芳烃喷雾液
第三章工艺流程
第1节接收和子菜单
首先,放电室前面的走廊
上班前后,需要排队的时候,车辆都会靠右排队,井然有序。夏天不要装太多车,以免溢出发酵。
二、卸货间
1.打开百叶窗,放一辆车进来,就是放下百叶窗,保持出料间除臭负压。
2.停下来,打开盖子检查。工序原则之三是检查上道工序的收料质量,做好这道工序,更好地为下道工序服务。按照垃圾分类的规定,收运人员要保证来料质量,控制杂物数量。特别大的塑料袋和影响双螺旋粉碎和喂料功能的塑料袋要捞出带走。
3.提前启动液压站,运转平稳后打开料仓盖,观察并确保盖板限位开关准确到位,如有情况及时与中控联系。
4.卸载应缓慢平稳,防止溢出和飞溅,并实施6s管理。谁看车,谁卸货,谁负责。
5.蒸汽管插入物料底部,直接喷射加热到35摄氏度。
3.受料料斗
1.底部双螺旋粉碎给料机,底部有填料集水。
2、双电机,5.5KW,变频,中控协调,频率调节匹配均衡生产。
3.除臭连接到料斗。
4.料斗的两侧都有筛网。当排水高于35度时,进来的物料随着双螺旋反方向旋转而沿筛网下滑,最大限度排水。排水从排水腔流入上Y形排水管和下Y形排水管,进入排水收集管和排水池。正常情况下,排水管的双闸阀是全开的。精益生产需要最大限度的引流,减少后工序压力,提高效率。
5.排水腔中的双阀可用于循环水或工艺水冲洗。
6.给料机顶部有一个观察孔,可以打开观察落入大料分离器的情况。
7.定期清理和疏通筒仓两侧的筛网。
四、渗滤液收集池
1.3千瓦搅拌器。
2.除臭管道已连接。
3.水准仪
4.设备坑内有两台2KW渗滤液泵互为备用,泵前有两个阀门,泵后有两个三通。通过三个阀门,可随意通过两个排水管(各带一个压力表)泵入浆液暂存罐和破碎分选磨浆机进行稀释,然后进入两个工艺流程。
五、大物料分拣机
1、双5.5KW电机无轴螺杆
2.一级0.8mm筛孔配有排水漏斗,可用工艺水冲洗,排水流入排水收集管道。
3,2,* * *,4 3cmx6cm孔径网格,螺旋剪切逐级分离。
4.五级推筛物料落至5.5KW大物料杂质输送螺杆(带填料排水收集管),再推至杂质收集输送螺杆,落料轴设有防堵疏通孔。
5.筛下物上有四个观察孔,5.5Kw粉碎分级磨浆机的进料螺杆将其推至粉碎分级磨浆机。
6.螺杆下方有排水腔,排水流入排水收集管道,可以用工艺水冲洗。精益生产要求保证工作条件,提高排水效率。
7.检验员应清楚大物质分离的全过程,并做好定期监控。
六、粉碎和分选制浆机
破碎、分选、制浆用37kw电机,8 ~ 10 t/h
2.筛上的物料经过4kw变频破碎机的轻质物料输送斜螺旋(螺旋底部设有排水和填料排水收集管),流入碎屑收集输送螺旋①(7.5kw)。
3、0.5立方米空气压缩储浆罐,设计最大压力0.8Mpa,最高温度50℃。在初始工作开始时,进料门的闸阀气动关闭。当达到设定压力时,出口阀打开,泥浆带压送入除砂暂存罐,完成一次空气压缩。出口阀气动关闭并自动返回。输送管道上设有压力表和流量计。
4.每次投料后,让稀释水停留一段时间,有时甚至用工艺水冲洗粉碎分选磨浆机。
第二节除砂和除渣装置
1.泥浆临时储罐
1.零米锥形底部出口连接除砂进料泵。
2.一米是泥浆入口。
3.2.5米处的出口与除杂进料泵相连。
4.四米顶口与除砂器上部出口相连,并有除臭管道。
5.临时储罐的设计特点。当从除砂系统溢出的浆液中的少量砾石继续下沉到2.5米的排渣口以下时,将被循环回除砂系统,砾石无限往复,最终进入提砂螺旋排出,除砂效率无限提高。
第二,除砂和进料
22KW除砂进料泵,连接水冷密封系统,泵前、泵后分别带手动闸阀和压力表。
2.除砂进料管道的三通可以通过闸阀相互切断,当除砂系统不工作时,直接通过除渣进料泵进入下一个机组。
3.除砂进料管路上装有流量计,将泥浆输送到除砂进料管的上口。
第三,* * *除砂系统
从上到下分别是* * *、二级和一级除砂装置。
1.工作时,* * *除砂装置底部的气动阀关闭。当进料溢流至除砂系统顶部溢流管线时,观察是否有沉砂,打开气动阀,让砾石沉入二级除砂装置。
2.二级除砂器底部的气动阀关闭。从观察口,放几次。当砾石和浆液充满后,吹粉再打开气动阀装置,将砾石放入一级除砂器,这样沉淀时间足够长,浆液也不会浪费。
3.一级除砂装置,4kw提砂螺旋带走砾石,送至杂质收集输送螺旋,渗滤液溢流至渗滤液收集池。提砂斗上方设有观察孔。
第四,去渣加料
1.排渣进料管入口为2m,也可通过三通与零米锥体下的除砂入口相连。当除砂系统出现故障时,泥浆将通过闸阀直接进入除渣系统,该系统也可以部分除砂。
2,4kW除杂进料泵。
3.除杂进料管线配有压力表、预抽气体和手动阀。
动词 (verb的缩写)除渣器
30kw过滤离心机。
2.筛上筛下,然后用工艺水冲洗。
3.在其下方,1号平台共用固体渣输送螺杆。
4.除杂后,产生的浆液流入浆液暂存池。
6.泥浆临时储罐
1,4kw搅拌器
2.水准仪
3、蒸汽加热(两个阀门),打开阀门排出冷凝水,其出口与废水池相连。
4.连接排水给水管,排水也可以直接进入。
第三节高温热交换蒸煮装置
首先,加热饲料
1,4kW加热给水泵,前面有闸阀。
2.换热进水管路上装有压力表,泵后的三通阀可以进入废水池,换热后进入蒸煮罐。
3.加热器蒸汽管道上设有气动阀和加热器调节阀,与换热系统相连。
4.浆料加热前后有温度传感器,加热后有温度计。
第二,加热缓冲罐(烹饪罐)
1.混合器和蒸汽加热都配有气动阀。
2、温度计、温度转换器、除臭、液位计。
三相离心机进料泵
1,4kW给水泵,泵前后带手动和气动闸阀。
2.进料管线配有压力表和气动阀。
第4节,油净化和回收装置
1.卧式螺旋沉降三相离心机
1.油浆进入三相采油离心机后,采油温度和转速的问题,最初会产生不合格的油,必须回流到油浆池。离心机出油管线的初始状态应该是三通前后的两个气动阀打开和关闭,使含有杂质的油回流到浆池中。
52kw离心机主机(主37,副15),配有双监控离心机轴温计和轴振仪,转速达到参数并稳定后进料。
3.分离出的油达标后,先打开流向原油缓冲罐管道的气动阀(阀前有油取样口),再关闭进入油浆池的气动阀。
4、5.5kw1# #平台共用固体渣输送螺杆。
5.废水流入废水池。
6.停车前用反洗工艺水进行高速和低速冲洗,并配有手动阀和电磁阀。
二、原油缓冲罐
1.双原油输出泵,一用一备。
2.在泵的前后管路中设置压力表,在泵的前后管路中设置四个手动球阀,三通互切备用。
3.原油缓冲罐配有用于除臭的液位计。
三、废水临时储存池
1,4kw混频器
2.连接除臭管
第四,废水和回用泵
1.废水输出泵和循环泵,7.5kw水冷泵,互为备用,也可同时工作。
2.泵前的双闸阀和泵后的双三通四手闸阀可切断备用。
3.管道配有双压力表。
5.室外原油罐
1.带电伴热装置,管道安装在头、中、尾,有多个水箱。
2.罐伴热带温控探头和液位计。
3,4kW原油输出双泵,双三通,五手动阀,可对外销售,排水杂互切。锥体下部的排水杂处装有热混合器,可以电加热。
第五节,废油
1.油溶室,电动限位开盖,直接注汽加热。
2.杂质去除器,同上。
3.油脂油水缓冲罐、液位计、除臭、蒸汽加热。
4,3kW电机的2 #固体渣输送螺杆送入4kw杂质收集输送螺杆(均配有填料集水)。
5.加热器给水泵、压力表和温度转换器设置在泵的前后阀管道上,如上。
6.换热加热缓冲罐及33kw卧式离心机(主22kw,辅11kw),原油、废水等工艺同上。
7,3kW三相抽油机给水泵(5立方米/小时),前后带手动阀。
8.在油脂油水管道进入加热器之前,可以通过三通和双手动阀切换到废水池。
第四章集中控制
先确认所有参数正常后再启动集控,要掌握好液位。
第二,从后向前启动机器。
第三,拉动生产。
渣、废水、油要排放顺畅,能排多少排多少次,保证后方畅通,保证产能,以此促进前方生产,统筹兼顾,保证生产。
第四,均衡生产。
每个生产单元、每个生产节点都要通过某种电调频来控制进料速度,不仅快速、高效、经济,而且前后匹配,均衡生产,调试后系统地算出所有外部参数,甚至建立数学模型,实现生产节奏由人控制,科学合理。
第五,通过持续改进,实现智能化主生产。
第五章巡视检查
第一,统筹规划。
1.注意进料和出料情况。及时与收运经理和收运团队沟通,充分掌握来料的时间、数量和节假日,安排好生产,按时生产,达到客户满意。保证固体渣运输车辆和倾倒物料的正常运行,避免停产。如有必要,向运营经理汇报,协调和调度。
2.双螺杆给料机,二至五级大物质和固体渣输送系统,所有观察孔要注意工况和给料是否平衡,及时与中控沟通,以合适的频率生产,提高效率。进料太快会形成堆积造成浪费,进料太慢也会造成浪费。在特殊的调试阶段,注意合适的参数,打好基础。
3.每个储罐、每个进料泵、每个生产单元、工况、压力、流量、温度计、参数都要详细准确,并做好巡回检查。这些都是判断异常的重要标志,如阀门切割错误、泵和机械故障等。
4、质量控制的全过程,所有单位、所有节点都要参与,做正确的事,做好自己的事,比如原油取样,必须调和后才能正常工作。
5、搞好6s管理。
6、重在改进,运营是一个循序渐进的过程,每天做好运行日志,不怕报错,一直改进。我们将用精益生产一步步解决一切困难,最终实现现代化管理,成为企业和行业的标杆!
第二,人性化管理
1,这个行业是固废处理,所以健康卫生尤为重要,至少要具备基本的卫生条件。
2.特别要注意防火、防烫伤、防油浆溅到眼睛里,做好应急预案和应急演练。
3、保证除臭系统的正常运行,不开玩笑,有些罐会造成甲烷长期超标,有害有毒气体比较多,所以车间设备一定要负压。
4、发挥团队精神,特殊行业采用家族式管理,充分发挥其才能,合理分配岗位,激励技术人员,形成学习氛围,团结协作。
第三,以老师为导师,考核合格后上岗。
第四,实行岗位责任制和激励制度。
1.研究工作方法,用好岗位测量的方法,运用甘特图的科学管理,如中控岗、收融地沟油岗、大料除砂除渣岗、三相采油岗、检验岗,五岗分工明确,落实岗位责任制。
2、每个岗位,留有晋升空间,副职可以晋升全职,全职可以晋升全能(检验),甚至两班倒的时候,附加值长等等。一句话,促进了争创成绩、互相鼓励、积极进取的民主氛围。
3、最终实现岗位轮换,大家互相理解,为了互相理解,也为了完善整个运营体系。
第六章,搞好设备管理
1、保养,每日、每周、每句话、每月、每季度、每半年、每年的保养日志要一目了然,这次保养,下次记下就行了。
2.小保养一定要培训合格,大保养和管理要委托专门的工人。
第七章,精益生产
1、消除浪费,持续改进。
2、拉动,均衡生产。
3、固定管理,可视化管理。
4、减少停机时间,进料频率科学合理。
5、实施并行工程。
水平有限,没有资料。只是基于车间设备的想法。有些不全面,或者根本就是错的。希望批评指正!
相关文章

有许多的朋友最近问小编被骗钱了如何处理的问题,那么小编收集整合后,今天为大家分享关于的相关文章,一起来了解一下吧!被骗钱了如何处理 报警处理。不管你被骗了多少钱,只要你去报警,只要你符合公安立案标准,你就按治安案件
2023-12-26 03:40:02

有许多朋友最近问小编药家鑫最后怎么处理的问题,那么小编收集整合后,今天为大家分享关于的解答,一起来了解一下吧!药家鑫最后怎么处理 姚佳欣犯故意杀人罪,判处死刑,剥夺政治权利终身,并赔偿被害人家属经济损失45498.5元。20
2023-12-25 22:10:01

生活中很多小伙伴不了解总是收到垃圾短信怎么解决这件事,今天小编针对这个问题做了这篇文章,详细内容我们来看一下。总是收到垃圾短信怎么解决 演示机型:华为P40系统版本:Android 11 以华为P40和Android 11为例。您可以通
2023-12-25 06:10:02

最近高铁开罚单怎么处理罚款(高铁开罚单怎么处理这个问题很火,不同的人一定有不同的问题,比如许多人都会遇到的,今天小编就来为大家解答,快来看看吧。大家好,谢谢邀请。今天给大家分享一些关于高铁票如何处理,罚款如何处理的
2023-12-22 09:40:01

在生活的过程中总会遇到一些问题,比如知道高铁被车堵路(堵高铁最后怎么处理,那么今天小编就为大家分享关于的相关文章,希望在这篇文章中你能了解到相关内容。大家好。今天我就来回答一些关于这个问题到底怎么处理的问题,
2023-12-20 16:30:01